Some models of wind turbines are susceptible to insurance losses from premature component failures, and one issue that has caused serial losses to occur is the blade pitch bearing. The frequency of failure of the bearing is low (0.12 failures/year onshore and 0.14 failures/year offshore1). Often only certain models from a manufacturer suffer from pitch bearing failure, while other models remain unaffected.
However, once the serial loss occurs it can affect every wind turbine in the wind farm. Assuming the availability of spare parts, specialist crane hire and suitable weather conditions, replacing the pitch bearings on a wind turbine onshore can take four days at a cost of between EUR75,000 to EUR100,000. This article discusses the current industry knowledge around pitch bearing failure and failure mechanisms.
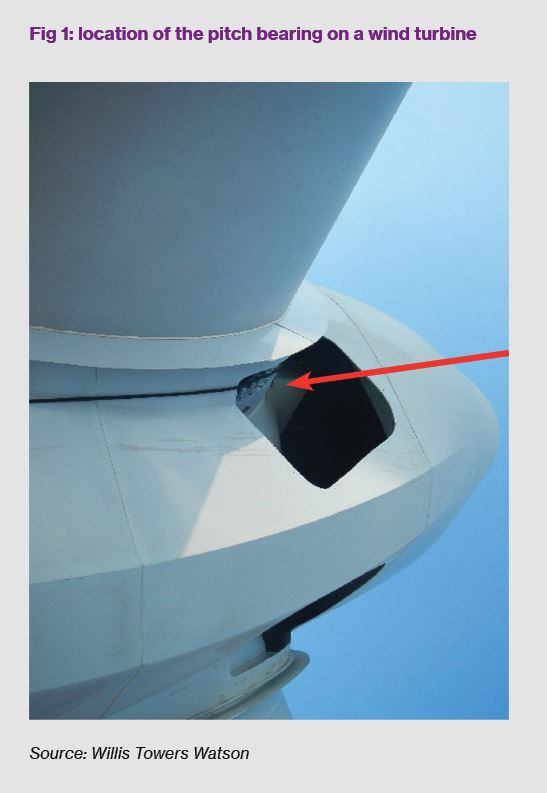
The majority of wind turbines use a pitch bearing (Figure 1 to the right shows a red arrow pointing to part of a bearing) to rotate the blades about their central axis, providing a means to optimally adjust the blade angle for wind conditions. During operation a pitch bearing is typically subject to small blade angle oscillations (<5o) and will on start-up and shut down rotate 90o from the brake position (neutral) to the most aggressive active power position. As well as allowing the blade to rotate crucially, the pitch bearing holds the blade on to the hub and prevents the blade being ejected. Even when not rotating at speed, the pitch bearing is still stressed with the natural mass of the blade.
The forces acting on the pitch bearing include:
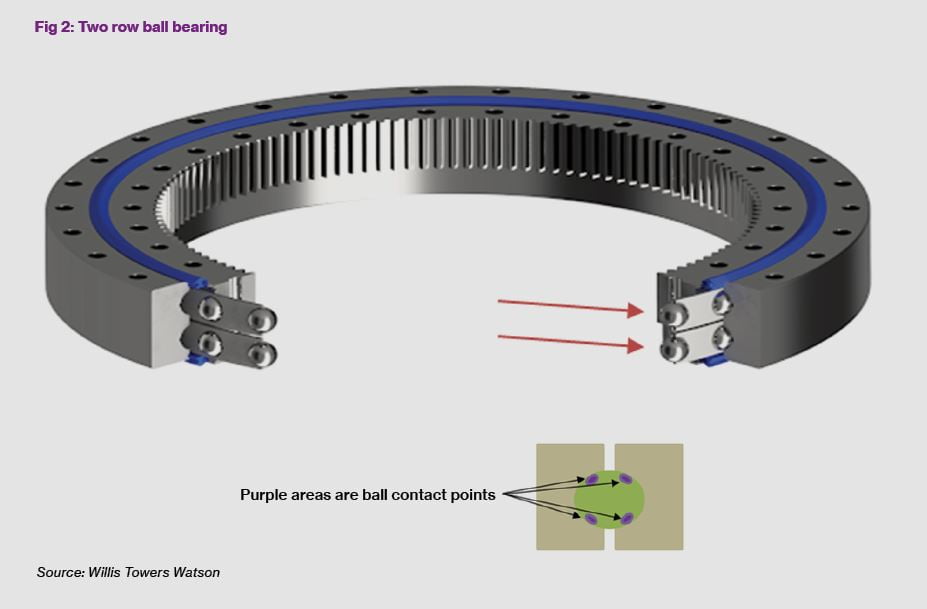
The combination of these forces result in high bending moment loads on the pitch bearing. These loads create deformations on the blade root, the pitch bearing and the hub; the hub can distort in an elliptical shape under certain load conditions. These oscillating forces require a bearing which can accommodate the variable forces acting on the bearing and the hub to which the bearing is bolted. The traditional choice of bearing for many manufacturers has been the two-row ball bearing as shown in Figure 2 to the left (balls shown with red arrow):
The spherical ball bearing only has four points of contact, two on the outer race that is fastened to the hub and two on the inner race that is bolted to the blade root as can be seen in Figure 2 to the left. The ball point contacts with bearing raceways provide multiple points of contact with the balls; this enables the bearing to carry radial, thrust and movement loads simultaneously.
Individual bearing ball surfaces do not see even loading during their lifetime and although each pitch bearing has typically 150 bearing balls, typically 10% are highly loaded and carry the majority of the weight. This is because the bending moment forces are so directional that the bearing distorts and the load on each bearing ball is not equal.
The main failures of blade pitch bearings are:
Where the manufacturer has failed to get the design of the bearing and hub stiffness correct, certain models have suffered from hoop stresses in the bearing race that require tensioning cables to be placed around the bearing to increase the capability for minimising elliptical distortion. This situation is rare, and we have witnessed other manufacturers installing arc-shaped strengthening plates which are bolted on to the bearing housing bolts. We have also witnessed premature bearing failure occurring as early as four years into the turbine’s life, with extreme failures resulting in blade ejection as the bearing opens up in an egg-shaped manner.
Areas of the ball race which are not a contact point provide a chamber for the grease inside the bearing to lubricate the ball as it traverses around the bearing. However, as the ball bearings are subjected to small blade angle movements, the bearing ball surface does not have a continual process of supplying grease. Therefore, at the areas of the bearing where the radial forces are highest, the bearing can prematurely wear, as the grease film on the bearing is reduced and the balls can impact the race (a process known as Brinelling).
As the bearing race deteriorates, material from the raceway combines with the grease to provide a crude grinding paste. The ball bearing is always a higher hardness than the race as the balls cannot be sacrificial as they are holding the blade on to the hub.
Wind turbine manufactures have realised that simply scaling up the size of the bearings which can be over 4m in diameter does not always provide the desired 20-year design life. Manufacturers realised the importance of carrying out finite element analysis of the bearing applying the operational forces to the bearing races. These computer simulations have confirmed that the bearing races and the hollow cast iron hub do distort, especially during high wind, high load conditions. This results in a twisted ball race for the ball bearing to travel as well as the bearing distorting in an elliptical manner. This elliptical distortion moves the ball contact points near the lip of the bearing, causing distortion leading to pitting.
The wind turbine genorator (WTG) manufacturers that have twenty years’ operational experience now provide a solution to controlling elliptical distortion by modelling the hub and bearing in the design stage. The extra stiffness which can be achieved is a trade-off to the increase in the mass of the bearing and the hub. The WTG manufacturer assesses the different design models of the bearing and hub with a focus to the raceway ball contact stress and edge stress. Once the design has been optimised to achieve a twenty-year life, the bearing can be made by a third-party bearing manufacturer. Once a prototype bearing is available, it can go for physical testing. Manufacturers have a test rig which can simulate the blade loading on the bearing and the bearing is operated in an accelerated life situation. This accelerated life allows the actual life of the bearing to be established. Greasing regimes, either manual or automatic, can also be applied to see the influence on bearing life.
The bearing manufacturers of the duplex raceway bearings have increased the contact area on the balls race to try and improve life of the four-contact bearing design. However, with the evolution of WTGs and the increasing blade length, the bearing designers have had to develop new bearing designs.
The latest design, which has been in service for a few years now, is known as a T bearing. The bearing still uses two rows of balls but the contact area on either side of the ball has been altered from point contact to over 110o on either side of the T. This extra contact area has lowered the stress at the point of contact and therefore reduced the fatigue failures and stress-initiated cracking. To date, this bearing has given good field service, with no reported issues.
The latest generation of turbines with blades over 100m long will probably have the latest roller bearing design. The bearing will typically have three sets of caged roller bearings, two sets in the blades axial direction and one set controlling radial movement. The roller bearing provides a larger contact area to allow low contact stresses to be achieved between roller and bearing race, ultimately leading to the expected 20-year life.
The operational field knowledge and experience, coupled with extensive Finite Element Analysis (FEA) modelling of the hub with the dynamic loads and the use of new bearing designs, are allowing the evolution of the wind turbine as it grows in both stature and output. Without the paradigm shift from the traditional duplex double bearing, the ability to evolve would be restricted.
Roger Hughes is senior renewables engineer, Willis Towers Watson. Roger.Hughes@WillisTowersWatson.com
1 Reliability Analysis of Wind Turbines http://dx.doi.org/10.5772/intechopen.74859